

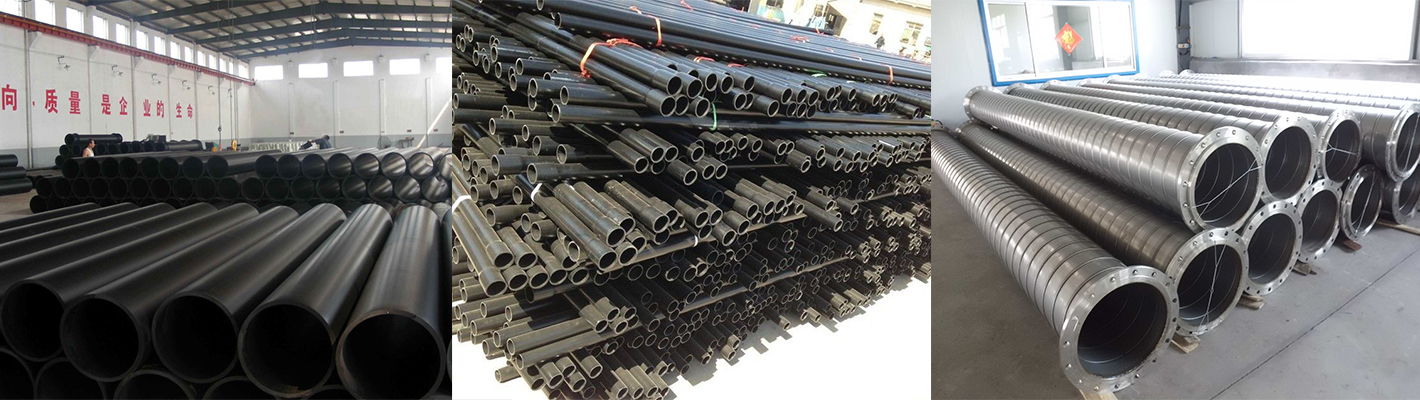
矿用PVC管材克服了纯塑料矿用PVC管材热熔焊接难的缺点,依据需求可选用法兰、快速接头号与井下原用钢管及阀门联接,具有强的互换性。本页具体介绍了热熔焊接的进程与事项的常识。
一、资料预备
将焊机各部件的电源接通。有必要运用220V、50Hz的交流电,电源应有接地线;一起应确保加热板外表清洁、没有划伤;
二、赶紧
将矿用PVC管材或管件置于平坦方位,放于对接机上,留足10~20mm的切削余量;依据所焊制的管材、管件挑选适合的卡瓦夹具,夹紧管材,为切削做好预备;
三、切削
切削所焊管段、管件端面杂质和氧化层,确保两对接端面平坦、亮光、无杂质;
四、对中
查看PE管的同轴度。当两头面的空隙与错边量不能满意要求时,应对待焊件从头夹持,铣削,合格后方可进行下一步操作;
五、加热
查看加热板的温度是否适合210℃~230℃,以两头面熔融长度为1~2mm为宜;
六、切换
1、将加热板拿开,敏捷让两热熔端面相粘并加压,为确保矿用PVC管材熔融对接质量,切换周期越短越好;
2、到达吸热时刻后,敏捷翻开机具,取下加热板。取加热板时,应防止与熔融的端面发作磕碰;若已发作,应在已溶化的端面冷却后,从头开端整个熔接进程;
七、熔融对接:
使焊接的要害,对接进程应一向处于熔融压力下进行,卷边宽度以1~2mm为宜;
八、冷却:坚持对接压力不变,让接口缓慢冷却,冷却时刻长短以手摸卷边僵硬,感觉不到热为准;
九、对接完结
到达冷却时刻后,将压力降为零,翻开夹具,取下焊好的管子(管件),移开对接机,从头预备下一接口联接。
相关标签:
上一条:PVC管材生产线优势
下一条:PVC矿用管的铺设方法



 冀公网安备 13112102000401号
冀公网安备 13112102000401号